3. Усиление металлических конструкций
3.1. Основные способы усиления металлических конструкций
Конструктивные схемы усиления стальных конструкций
Дефекты и повреждения
элементов в виде трещин в основном металле или сварных швах устраняются путем
заварки трещин, вварки вместо дефектного места нового металла, приварки
усиливающих накладок, усиления конструктивного элемента способом наращивания
[9].
Во всех случаях должны быть
приняты меры, препятствующие дальнейшему распространению обнаруженных трещин
путем рассверловки отверстий в концах трещин. Дефектные места в стенках балок и
колонн удаляются путем вырезки в них прямоугольного с закругленными углами, трапециевидного
или круглого отверстий по высоте и ширине на 100 мм больше в каждую сторону размеров
дефектного участка. Затем в указанное отверстие вваривается вставка с сечением,
равным поврежденному элементу. Кромки металла по линии реза отверстия после
ручной кислородной или воздушно-дуговой резки подлежат механической обработке
абразивным инструментом.
Соединение деталей усиления с
существующими конструкциями рекомендуется, как правило, выполнять ручной
электродуговой сваркой.
Сварные швы малой толщины
усиливают путем увеличения существующего сварного шва или увеличения длины швов
крепления элемента.
Новые сварные швы на
существующих конструкциях следует располагать в наименее напряженных сечениях,
возможно дальше от мест изменения сечения, вырезов, креплений ребер и других
элементов. Швы следует располагать симметрично относительно главных осей с минимальным
удалением от центра тяжести конструкций.
В усиливаемых под нагрузкой
растянутых элементах конструкций следует избегать сварных швов, располагаемых
поперек действующих усилий.
При исправлении повреждений в
нагруженных элементах должны быть приняты меры предосторожности:
- общая устойчивость
конструкции во время восстановления отдельных ее элементов должна быть
обеспечена временными дополнительными связями;
- сварка швов должна
производиться небольшими участками;
- при ремонте, сопровождаемом
вырезами и правкой металла, необходимо
все усилие, воспринимаемое
элементом, передавать на временные дополнительные элементы.
Ремонт элементов стальных
конструкций, имеющих повреждения в виде пробоин, трещин, коррозии в основном
металле или сварных швах, проводится
следующим образом:
Мелкие пробоины диаметром до
25 мм могут быть ликвидированы постановкой в отверстие стержня или заклепки с
обваркой с обеих сторон сварным швом. Более крупные пробоины или кучно
расположенные повреждения лучше перекрывать накладками (рис. 3.1 а, б).
Участок, поврежденный
трещинами, вырезается по высоте и ширине на 100 мм больше, в каждую сторону
дефектного места (рис. 3.1 в).
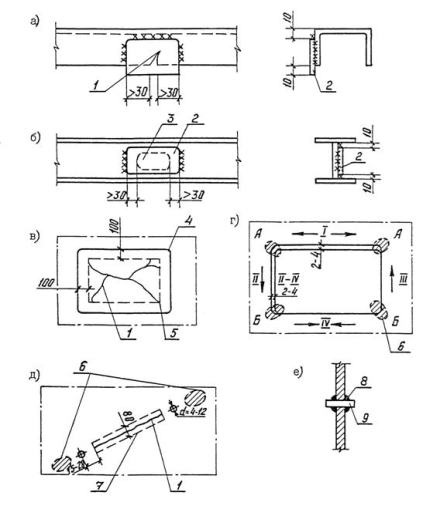
Рис. 3.1
Ремонт элементов стальных конструкций: а - при трещине в кромке балки; б - при
пробоине в стенке; в - вырез дефектного участка с трещинами; г - участки подогрева
и последовательность сварки нового участка I - IV; д - подготовка трещины к
заварке; е - ликвидация пробоины с помощью стержня с обваркой; 1 - трещина; 2 -
накладка усиления; 3 - пробоина; 4 - линия реза; 5 - граница дефектного
участка; 6 - место подогрева; 7 - зона зачистки; 8 - сварные швы; 9 - круглый
стержень в месте пробоины
Вырез усиливают с помощью
вставки или накладки. Вставки ввариваются с использованием подогрева (рис. 3.1
г). При этом по двум кромкам должен быть зазор 2-4 мм.
Шов І заваривается в
направлении от середины к углам вставки. После остывания шва нагреваются
участки основного металла А и таким же методом выполняются швы II и III. В
последнюю очередь нагреваются участки Б и наносится шов IV в направлении от Б к
середине.
Отдельные трещины в основном
металле устраняются их заваркой (рис. 3.1 д).
При этом производят зачистку
зоны до чистого металла по ширине не менее 80 мм.
В концах трещины на
расстоянии 15-20 мм сверлят отверстия диаметром 8-12 мм. Кромки трещины
разделывают под сварку и подогревают концевые участки трещины пламенем газовой
горелки до 100-150 °С и поддерживают ее в течение всего времени заварки
трещины.
Усиление элементов
конструкции в местах местных повреждений (рис. 3.2) в виде погнутостей
элементов стальных конструкций, снижающей
их несущую способность, выполняют приваркой элементов усиления 2 к погнутым
элементам.

Рис. 3.2
Ремонт стальных конструкций в местах погнутостей: а, б - погнутости стержня; 1
- повреждённый элемент; 2 - элемент усиления
Усиление стальных
элементов (рис. 3.3), имеющих недостаточную несущую способность элемента, производится увеличением площади поперечного сечения
отдельных элементов конструкции путем увеличения сечения за счет приварки
дополнительных профилей.

Рис. 3.3
Усиление стальных элементов: а - прокатных балок; б - сварных балок; в -
внецентренно или центрально сжатых элементов; г - центрально-сжатых или растянутых
элементов; 1, 2, 3 - усиление полосами, стержнями, прокатными профилями
|
